Process Insights
Advances in EDM for Aerospace
Technological Improvements Increase EDM Surface Integrity for Viable Aerospace Production.
EDM has been used for decades to manufacture aerospace parts including engine, fuel system, and landing- gear components, as well as other high-stress, high-temperature parts. Throughout its history, however, the surface integrity, and thereby safety, of EDM-machined aerospace components has been questioned. As a result, aerospace manufacturers tightened their specifications on EDM-manufactured parts, requiring post-EDM secondary processing such as machining and chemical etching, or both. In many cases, it had been declared that EDM was not an acceptable process for the parts in question.
Recent advances in EDM technology have improved the EDM process, and testing conducted by Lockheed Martin Aeronautics, Makino, and other industry leaders indicate that the surface integrity of EDM components is no longer as big a concern as it once was.
The Early Days of EDM in Aerospace
From Project Mercury—which sent the first American into space—to the current fleet of space shuttles, virtually all commercial, scientific, and military aeronautical and aerospace hardware has used parts manufactured partially or in whole by EDM.
In the 1960s, EDM machines were manual Ram EDMs that used DC spark generators with simple RC circuits. Copper electrodes were used then, as the early Ram EDMs were designed around this plentiful, low-cost, electrically conductive material. These machines were accurate, though slow and could scrap a part in the blink of an eye, but they were the only technology capable of machining some geometries and the new exotic alloy materials being designed for aerospace use.
In the 1970s, numerical-control Ram and wire EDMs were introduced. These machines used high-speed switching transistors instead of RC circuits to generate AC instead of DC sparks. Copper wire was used on wire EDMs, and graphite electrodes were used on sinker machines. These machines were much faster than their predecessors but had a significant drawback.
Cracks Appear
The aerospace industry discovered the EDM process damaged the surface of the components being machined. This damage was a result of the heat generated by the EDM process, and consisted of the recast layer, or white layer, and an annealed Heat Affected Zone (HAZ), which lay directly below the hard recast layer.
The recast layer is made up of moltenmetal particles that have been re-deposited onto the surface of the workpiece. Both the HAZ and recast layer could also contain micro-cracks that could cause stress failures of critical components. As a result of these concerns, aerospace manufacturers either developed or revised specifications on the use of EDM to manufacture components.
At this time, the HAZ and recast layers could be 0.004 to 0.010 inches thick. One industry standard required that one and a half times the HAZ/recast area be removed by conventional machining or chemical etching. This requirement added an extra step in the manufacturing process, increasing delivery times, as well as adding extra costs related to more processes and hazardous waste disposal.
Many have referred to EDM in aerospace as a “necessary evil.” The aerospace industry needed the EDM process to make many of the components used in aircraft because of the intricate shapes, tough alloys, and very tight tolerances involved, but it also recognized the dangers of the damaged surfaces resulting from the process.
The carbonized material that comprises the recast layer could flake off of EDM-machined components during operation, producing potentially damaging contamination within the assembly housing of these components. If an EDM machined part was to be anodized after machining, the recast layer could interfere with the anodizing process. Similarly, the HAZ left behind by the EDM process was softer than the underlying material. This annealed zone could weaken prematurely and cause the material to develop stress fractures that could lead to anything from a minor malfunction to a catastrophic failure.
EDM Improves
During the 1980s and 1990s, EDM generators continued to be refined. More advanced circuits were used to filter out noise, control spark generation, monitor spark gaps, and automatically make continuous adjustments to the burn conditions. These refinements resulted in a more stable, predictable, and safe process.
Newer high-tech generators produced less recast, a smaller HAZ, and were less likely to compromise the surface integrity of EDM-machined components. Improvements to wire, graphite, and dielectric oils also contributed to a safer burn for those industries concerned with recast, HAZ, and micro-cracking.
Even though EDM processes had improved over the past few decades, the aerospace industry was still using antiquated EDM machining specifications, based on machine technology from the 1970s.
Modern EDM machines have significantly evolved from their predecessors. Today, detailed testing has shown EDM machines leave no measurable HAZ and produce recast layers of less than 0.0004 of an inch. Micro-cracks are almost non-existent. These machines can produce components with finishes measuring 0.5 micron Ry, tolerances in the submicron range, and leave the surface of any part with virtually no damage.
Manufacturing demands are driving EDM machine manufacturers to develop machines that will maintain extreme accuracy while completing jobs faster. Wire diameters have been reduced to as small as 0.0008 inches, and fine-hole drilling machines can produce clean, accurate holes measuring 11 microns in diameter.
Recent Industry Test Results
Recently, aerospace manufacturers such as Lockheed Martin have conducted testing to determine how these new advances in EDM technology have improved the surface integrity of EDM-machined components.
To conduct its tests, Lockheed Martin selected five outside sources to machine sample components and compared these components to a sample part manufactured at the company’s own facility. All components were manufactured in accordance with Lockheed Martin specifications and were examined at various magnifications—using electron microscopes and computer imaging—to determine any degradation of the component’s EDM-machined surface.
Lockheed Martin milled a sample to establish a baseline with which to compare each EDM-machined test piece. The minimum and maximum peak in this sample was 0.0002 inches or less; the average peak was 0.00015 inches and no HAZ was produced.
The first test was conducted on a titanium component machined on several different wire EDM machines using zinc-coated Megacut wire to a 56 Ra finish. After the roughing pass and a second finish cut, the minimum recast of the titanium component was 0.00006 inches; the maximum recast was 0.00011 inches, and the average recast was less than 0.000085 inches. No measurable HAZ was produced.
The same material was also machined using hard brass Megacut wire to a 20 Ra finish. After one roughing pass and a second finish cut, the minimum recast of the titanium component was 0.00005 inches; the maximum recast was 0.0001 inches, and the average recast was less than 0.000075 inches. No measurable HAZ was produced.
When the titanium component was machined on a wire EDM using zinc-coated Megacut wire to a 10 Ra finish, the results were very similar. The minimum recast of the component was 0.00010 inches; the maximum recast was 0.00027 inches, and the average recast was less than 0.00019 inches, with no measurable HAZ.
Makino Tests
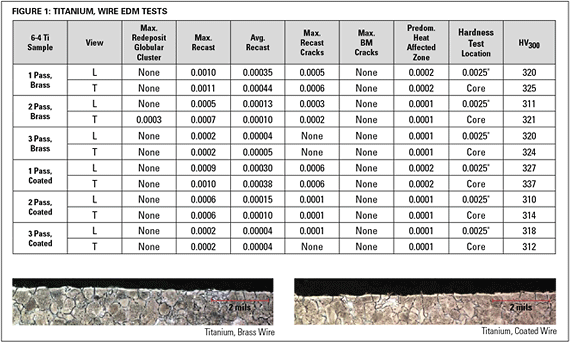
Makino conducted similar tests using an independent NADCAP-certified laboratory. The Makino tests focused on Ti-6AL4V beta annealed titanium, AL-6061 T6 aluminum, Inconel 718, and 17-4 PH stainless steel. Three samples of each alloy were machined on a Makino SP43 wire EDM machine using 0.010-inch OKI-P brass wire in first, skim, and finish passes. Three additional samples were machined on a Makino SP43 wire EDM machine using 0.010-inch Versacut-H coated wire in first, skim, and finish passes. Each sample was examined to measure the recast layer, HAZ thickness, and the existence of micro-cracks. Micro hardness testing was also conducted.
The titanium components machined on the wire EDM using OKI-P brass and Versacut-H wire in first, skim, and finish passes produced no maximum base-metal cracks or redeposited globular clusters and had an average recast layer less than 0.00044 inches. The three-pass cut produced a maximum recast layer of less than 0.0002 inches. There was no measurable base-metal cracks on any of the passes. See figure 1.
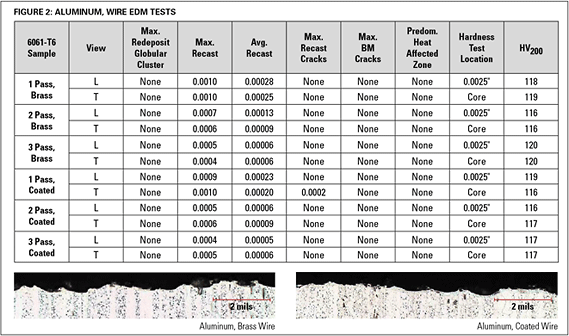
The wire EDM aluminum tests provided results similar to those of the titanium component. This test showed no measurable HAZ, no base-metal cracking, no redeposited globular clusters, virtually no recast cracking, and an average recast layer of less than 0.00028 inches. See figure 2.
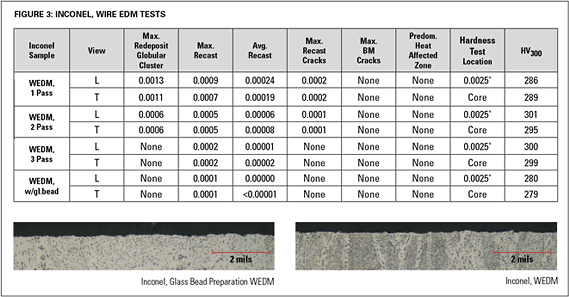
The wire EDM-machined Inconel components showed no measurable HAZ and no base-metal cracks. The maximum recast layer was less than 0.0009 inches and was practically non-existent (measuring 0.0001 inches) on the finishing pass. The Inconel components had a redeposited globular cluster measuring less than 0.0013 inches. See figure 3.
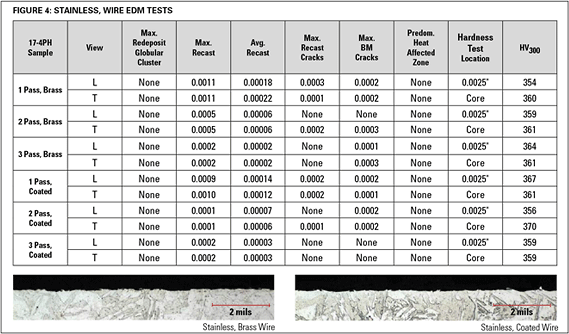
The wire EDM-machined stainless steel components produced no measurable HAZ or redeposited globular clusters and had an average recast layer less than 0.00022 inches. While recast and base-metal cracking was present, it was between 0.0004 and 0.0001 inches. In three-pass machining, virtually no base-metal cracks or recast cracks were present. See figure 4.
Ram EDM Testing
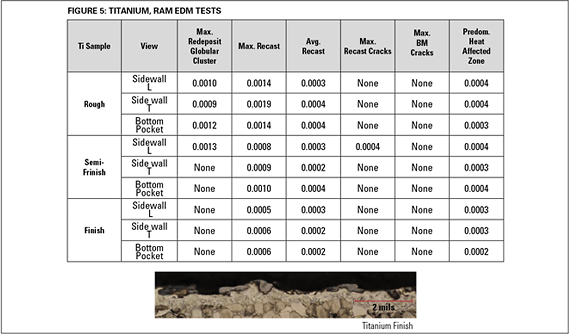
Three additional titanium, stainless steel, aluminum, and Inconel components were also machined on several different Makino EDNC Ram EDMs with an MGH control. Each alloy sample was cut with POCO EDM-3 graphite in rough, semi-finish, and finish passes. These tests indicate sinker EDM-machined titanium produced no base-metal cracks. Redeposited globular clusters measured less than 0.0013 inches (with no redeposited globular clusters on the finish pass). The average recast layer and HAZ were both less than 0.0004 inches. See figure 5.
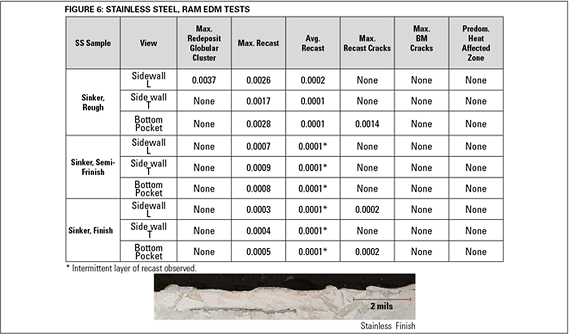
The Ram EDM-machined stainless steel component had no measurable HAZ or base-metal cracks. The average recast layer was less than 0.0002 inches and redeposited globular clusters only appeared on the rough pass, measuring 0.0037 inches. No redeposited globular clusters were present on the semi-finish or finish passes. See figure 6.
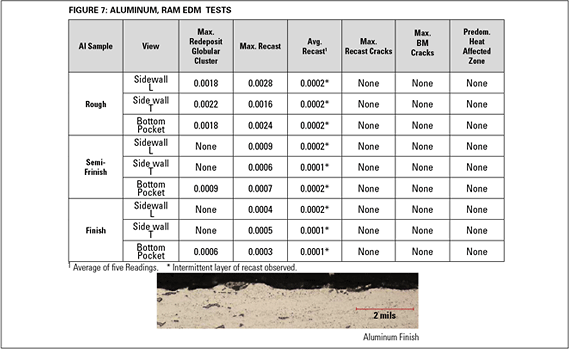
Similarly, the Ram EDM-machined aluminum component had no measurable HAZ or base-metal cracks. The average recast layer measured less than 0.0002 inches with redeposited globular clusters measuring less than 0.0022 inches. See figure 7.
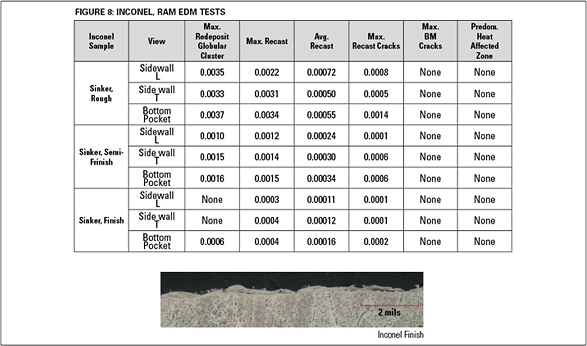
The Inconel component showed no measurable HAZ or base-metal cracks and produced an average recast layer of less than 0.00072 inches. Redeposited globular clusters measured less than 0.0037 inches. See figure 8.
Hardness Testing
Makino also commissioned hardness testing of these wire EDM- and Ram EDM-machined test components because of past concerns with EDM machining annealing the surface below the recast. These hardness tests, performed by the same independent NADCAP-certified laboratory, indicate virtually no hardness change occurred between 0.0025 inches and the core of the wire EDM-machined titanium component. The laboratory determined that with the variance of core hardness of the titanium, the slight variance of the surface hardness was inconsequential.
Hardness tests determined similar results with the wire EDM-machined stainless steel component. Changes by a factor of a couple of points were identified for the last of the three passes. In the wire EDM-machined aluminum and Inconel components, there was virtually identical surface-to-core hardness even in one-pass machining.
Testing also indicates there is virtually no hardness change in the titanium, stainless steel, aluminum, and Inconel components that were machined via a Ram EDM. See figures 1, 2, 3, 4, 9.
The Future of EDM in Aerospace
The aerospace industry has recognized that EDM is a valuable, viable process to manufacture aerospace and aeronautical components; however, early EDM machines compromised the surface integrity of these components. Therefore, secondary machining operations, including grinding, milling, or chemical etching, were required to remove recast, HAZ, and micro-cracks.
Industry testing indicates today's technologically advanced machines do not damage the surface of the material as in the past. As a result, aerospace manufacturers now may be able to use EDM to manufacture more components. Manufacturers could possibly eliminate secondary machining operations, reducing costs and decreasing delivery times.
For more information on EDM for Aerospace testing, view the webinars Advanced EDM Processes for Aerospace and EDM for Aerospace Part 2.